

合格的铸铁平板必需符合以下要求
本文导读:








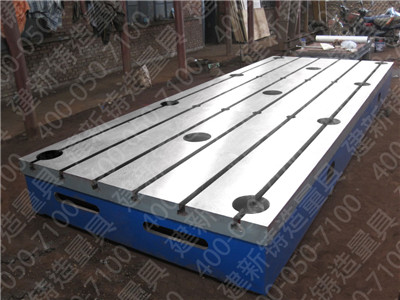
铸铁平板(bǎn)、铸铁平台严(yán)格按(àn)以下铸铁平板的技术要求生产,产品符合JB7949-99标准。
1、铸铁平板工作面上不能有锈、划痕、碰伤(shāng)及其它影响使有的外观缺陷。
2、铸铁平板工(gōng)作面(miàn)不能(néng)有砂孔、气孔、裂(liè)纹、夹渣及缩松(sōng)等铸造缺陷。各铸造(zào)表(biǎo)面应清除型砂、且表面平整,刷漆。各边修纯,不允许有刃边。
在精度等级“00”级以下的铸铁平板工作面上,砂孔(kǒng)直径小于15mm的可以用相同的材料堵塞,其硬度应(yīng)低于周围材料(liào)的硬度。在铸铁平板工作面(miàn)上堵塞的部位不能多于四处,其相互之间的距离应大(dà)于80mm。
3、在铸铁平板的两个侧面上应设置有安装手柄、吊环、起吊孔(kǒng)等吊装(zhuāng)设施的螺纹孔或圆柱(zhù)孔。设置吊装位置时应考虑尽量减小因吊装而引起的变形。
4、在根据用户图纸要求,在铸铁平板的工作面上设置螺纹孔或t型槽后,这些部位不能出现高于工作面的凸起现象。
5、铸铁平(píng)板应采用优(yōu)质细粒(lì)的灰口(kǒu)铸铁或合金铸铁制造。
6、铸铁平板工作(zuò)面(miàn)的硬度必须为HB170~220。
7、铸铁平板工作面采用刮研工艺,对于“3”级铸铁平板工作面也可以采用(yòng)刨削工艺(yì),刨削工作面的表面粗(cū)糙度按轮廓算术平均偏差Ra值应不大于5μm。
8、铸铁平板应经过自(zì)然时效、回火时效或振动时效等稳定性处理和去(qù)磁。
9、铸(zhù)铁平(píng)板的工作面与侧面(miàn)以(yǐ)及相邻两侧面的垂直度公差为12级(按GB1184-80《形状和位(wèi)置公差》)。
10、各(gè)种规(guī)格的铸(zhù)铁(tiě)平板,在工(gōng)作(zuò)面中央的集中载荷区(qū)域、施加的额定载荷以及允许挠度值见下(xià)表。
| 规格 | 对角线d | 集中载荷区域(yù)为φD的圆 | 额定载荷 | 允许挠度值 |
| mm | N | μm | ||
| 160×160 | 226 | - | - | - |
| 250×160 | 297 | |||
| 250×250 | 353 | φ120 | 375 | 1.5 |
| 400×250 | 472 | |||
| 400×400 | 566 | 500 | 5 | |
| 630×400 | 746 | |||
| 630×630 | 981 | φ190 | ||
| 800×800 | 1131 | |||
| 1000×630 | 1182 | |||
| 1000×1000 | 1414 | 625 | 2.5 | |
| 1250×1250 | 1768 | φ300 | 750 | 3 |
| 1600×1000 | 1887 | |||
| 1600×1600 | 2262 | |||
| 2500×1600 | 2968 | 1000 | 4 | |
| 4000×2500 | 4717 | 1500 | 6 | |